
新聞動態
您的位置:首頁 > 新聞動態
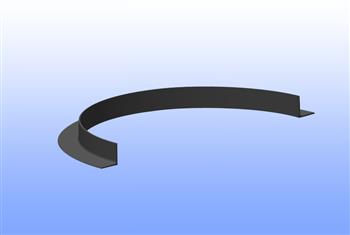
半圓管廠家針對密封性被破壞的問題,會采取系統性措施,如:涵蓋設計、安裝、維護及材料優化等多個環節。
安裝前清潔接觸面,避免顆粒物殘留導致密封失效,采用對角交替緊固法,確保壓力均勻分布。檢查半圓管與連接部件的對中性,單側磨損痕跡提示需調整對中偏差。螺紋連接時纏繞生料帶或涂抹密封膠,卡壓連接則需檢查0型圈完整性。法蘭連接處增設密封墊片,并均勻擰緊螺栓,防止局部應力集中。控制半圓管基體材料中的夾雜物含量,優化熱軋、冷軋退火工藝,減少橫向開裂風險。選用耐腐蝕材料或內襯聚脲涂層,耐腐蝕性可提升10倍。采用雙級密封設計,形成冗余防護屏障。優化半圓管接口形狀,如增加承插式機械咬合結構,增強抗位移能力。安裝后逐步加壓至工作壓力的1.5倍,先靜態后動態測試,驗證密封可靠性。定期檢查密封膠老化情況,更換失效的O型圈或墊片,尤其關注低溫環境下材料的脆化風險。若泄漏量驟增,需排查密封件磨損形態。環狀痕跡表明偏心運動,截面縮小提示變形,槽底劃痕則需除毛刺。運輸時固定半圓管防止滾動碰撞,存放環境需避光防潮,橡膠密封件遠離臭氧源。潮濕環境中,接口處噴涂防備水涂料或包裹防潮膜。高溫或腐蝕性介質環境下,采用雙重機械密封或中洗方案中和腐蝕物質。控制焊接半圓管時,需控制氬流量和電流,確保焊縫無氣孔禮、夾渣,并做無損檢測驗證密封性。彎管工藝中加熱處理避免裂紋,彎曲半徑需符合設計要求,防止變形導致密封面不平。
通過以上措施,廠家可顯著降低半圓管密封失效風險。


為避免304不銹鋼盤管出現效果不佳,如腐蝕失效、應力開裂、傳熱效率低等問題,需從材料選擇、加工工藝、環境控制及維護管理等多方面綜合優化。
確保304不銹鋼的鎳含量達標,以增強其耐氯離子腐蝕能力。在含氯離子等高腐蝕性環境中,可考慮升級為雙相鋼等更耐蝕材料。通過固溶處理及時效處理優化晶界結構,減少碳化物析出,提升耐晶間腐蝕性能。采用鈍化處理,形成致密氧化鉻保護膜,隔離腐蝕介質。使用噴砂或酸洗鈍化膏除氧化皮,避免傳統氫氟酸工藝的環境污染。避免過度打磨焊縫,防止局部應力集中導致開裂。采用退火工藝除殘余拉應力,或通過噴丸處理在表面生成壓應力,抑制應力腐蝕。采用階梯遞進成型工藝替代手工盤管,減少變形和應力集中。加工環境溫度控制在16-27℃,避免高溫導致材料性能下降。減少介質中氯離子濃度,避免鈍化膜破壞。定期清理盤管表面沉積物,防止局部腐蝕。高溫工況下,可通過表面滲鋁或硅處理,增強耐氧化性能。避免長期暴露于高鹽分或濕熱環境,如海洋工程需加強密封性設計。檢查盤管表面是否有凹坑、裂紋或氧化皮脫落,及時處理缺陷。對熱交換器等關鍵設備,縮短檢修周期。提高盤管表面粗糙度以增加傳熱面積,或通過增加盤管數量提升熱交換效率。控制流體流速,避免低速導致的傳熱系數下降。合理設計盤管結構,減少應力集中部位。在易腐蝕區域增設防腐涂層或犧牲陽極保護。
通過以上措施,可顯著降低304不銹鋼盤管的失效風險,延長使用壽命并保障性能穩定性。實際應用中需根據具體工況選擇針對性方案。


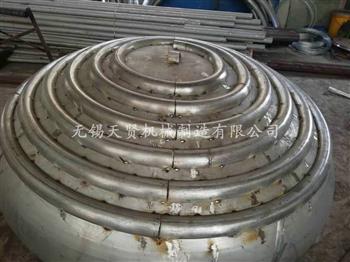
封頭盤管廠在制造過程中,預處理是一個至關重要的環節,它直接影響到后續加工的質量以及產品的性能。
根據設計圖紙要求,采購具有質量證明書的特種鋼材,常見材質包括Q345R、SA51 6Gr70等壓力容器鋼板。材料進場后需進行三方復驗,使用光譜分析儀檢測化學成分,通過試驗機測試力學性能,同時進行聲波探傷檢測內部缺陷,確保材料質量符合生產要求。采用數控等離子切割設備,切割前需用激光投影儀進行板材定位,確保下料精度。技術人員根據展開尺寸計算公式確定下料直徑。切割后的坯料邊緣需用角磨機處理毛刺,并進行坡口加工,為后續焊接工序做好準備。對于金屬封頭材料,需進行表面清潔,除油污、銹蝕等雜質,可采用噴砂、酸洗或堿洗等方法。根據需要,可在清潔后的表面施加防銹油或預處理涂層,以保護材料在后續加工過程中不受腐蝕。對每批材料進行標記,記錄材料批次、生產日期、檢驗結果等信息,以便于追溯和管理。預處理過程中應嚴格控制環境條件,如溫度、濕度等,以確保處理效果的一致性。預處理過程中應遵守相關的規定,確保操作人員和環境的保護。在預處理過程中設置關鍵控制點,如材料檢驗、下料精度、邊緣處理等,進行實時監測和記錄。對預處理后的材料進行無損檢測,如聲波檢測、磁粉檢測等,以發現潛在的缺陷并及時處理。對預處理完成的封頭進行幾何尺寸、壁厚、表面質量等方面的檢驗,確保符合設計要求。
綜上所述,封頭盤管廠的預處理要求涵蓋了材料選擇與檢驗、下料 與邊緣處理、表面清潔與預處理、其他預處理要 求以及質量控制與檢測等多個方面。這些要求的嚴格執行是確保封頭制造質量的基礎和保障。

在高溫環境下仍能保持穩定性能的無縫盤管,其佁然不動的特性源于材料科學和工藝技術的精妙設計。
在鹽霧腐蝕環境中壽命過10000小時,高溫下彈性模量非線性下降但仍保持穩定,兼具耐熱疲勞和耐氧化性,適合海洋平臺等潮濕高溫環境。在惡劣溫度下仍能通過釋放應力,強度僅下降15%,化學成分配比強化耐氧化能力。耐氧化溫度高達1100℃,耐酸堿腐蝕,適用于化工和電力行業。低密度、高強度,表面氧化膜可阻隔高溫氧滲透,顯著減緩氧化速率。無縫盤管無焊縫弱點,整體強度高,耐壓性能優異,可承受高壓流體傳輸。中空截面無接縫,耐弱腐蝕介質和化學侵蝕,適合蒸汽、熱水等高溫流體傳輸。外層采用硅酸鋁纖維等復合材料,減少熱量損失并提升耐溫性。涂塑無縫鋼管通過耐溫涂層防止化學腐蝕和溫差剝落,適用于高溫高壓腐蝕性流體輸送。含穩定化元素鈮,避免晶間腐蝕,高溫下強度與韌性平衡,適用于鍋爐過熱器等部件。304不銹鋼盤管雖會熱膨脹,但抗高溫性仍可滿足多數工業需求。高溫合金通過微觀晶界滑動機制或穩定化元素抑制蠕變和氧化。無縫鋼管在高溫下氧化速率低,如鈦合金表面氧化膜的自保護效應。火力發電廠鍋爐管道、石油化工 高壓反應器。用于含鹽潮濕環境,如船舶動力系統。鈦合金無縫管憑借輕量化與抗高溫性,用于發動機部件。
無縫盤管在高溫下的穩定性是材料成分、工藝設計及環境適配性的綜合體現。從GH系列高溫合金的黃金配比化學成分,到無縫結構的力學優勢,再到涂層與保溫層的防護,每一環節均針對高溫挑戰優化。未來,隨著合金設計與納米涂層技術的發展,其耐溫能力與壽命有望進一步提升。


不銹鋼半管在材質問題、焊接工藝不當、加工硬化、外部環境腐蝕及應力腐蝕等情況下會存在裂縫。
不銹鋼原材料質量不穩定,含有較高的雜質,如硫、磷等過標,或存在冶金缺陷,這些都會降低材料的抗裂性,從而在使用過程中出現開裂。焊材選擇不當,使用不正確的焊材進行焊接,可能導致焊縫在高溫狀態和負載的共同作用下發生蠕變,進而引發開裂。焊接過程中如果未除焊接接口的污染,或者焊接速度不當、焊接電流過大,都可能導致焊縫開裂。不銹鋼半管在冷加工過程中會發生硬化,誘發馬氏體組織,這種組織脆性大,易開裂。不銹鋼在某些環境下容易受到腐蝕,如酸性、堿性、鹽霧等環境。在這些環境下,不銹鋼表面的氧化膜會受到破壞,進而引發裂紋。在高溫、高濕、沿海區等惡劣環境下,腐蝕現象更為嚴重。腐蝕是導致不銹鋼裂紋的一個重要原因。在腐蝕介質和應力的共同作用下,不銹鋼會發生應力腐蝕開裂。這種腐蝕與材料內部的殘余應力以及外部環境共同作用,導致金屬結構發生開裂,且通常沒有明顯預兆,破壞性非常大。
綜上所述,不銹鋼半管在多種因素的綜合作用下可能出現裂縫,因此需要嚴格控制原材料質量、優化焊接工藝、避免加工硬化、改了使用環境以及采取防腐蝕措施來防備裂縫的產生。


不銹鋼盤管安裝前的準備工作需從材料、環境、工具等多方面嚴格把控,以確保安裝質量和系統可靠性。
現場措施,設置警示標志,確保施工區域隔離,人員需佩戴帽子、手套等防護裝備,高處作業時加掛帶。檢查消防器材和應急通道,制定應急預案。確認環境溫度、濕度符合要求,防止影響焊接或密封性能。清理現場雜物,確保地面平整,避免管道安裝后受力不均或傾斜。核對不銹鋼盤管的規格、材質是否符合設計要求,檢查表面是否有劃痕、裂紋或銹蝕。對管材進行清潔處理,除油污、灰塵,用酒精或清潔劑擦拭。使用切割機確保切口平整、垂直于管軸線,切割后打磨毛刺,坡口傾斜度偏差需符合標準。焊接前需對坡口進行酸洗或鈍化處理,避免氧化層影響焊接質量。根據連接方式配備對應工具,卡壓連接需壓力穩定的壓鉗,焊接需焊機及保護氣體。準備切割機、打磨機、水平儀等輔助設備,確保精度。支架需采用不銹鋼材質或加裝絕緣墊片,避免與碳鋼直接接觸引發電化學腐蝕。長管道或高溫介質輸送時,需預裝補償器以吸收熱膨脹應力。明確管道走向、連接方式、試壓標準等, 繪制詳細施工圖紙。對施工人員分工交底,確保孰悉操作流程。提前準備試壓設備,試壓水源需用清潔自來水,禁止使用含氯離子或雜質的水源。螺紋連接需纏繞生料帶或涂抹密封膠,卡壓連接需檢查0型密封圈是否完好。盤管運輸時需固定防滾動,避免機械損傷。
通過以上步驟的系統準備,可規避安裝過程中的常見問題。若需進步優化, 建議參考具體工程規范。


維護半圓管能夠綜合提升其性能、壽命及適用性。
定期維護可確保半圓管的結構穩定性,半圓形設計能分散壓力,避免局部應力集中,從而減少變形風險。 例如,隧道排水管通過維護保持抗壓能力,延長使用壽命。抗磨與防腐蝕維護可維護表面磨損或鍍層損傷,如鍍鋅半圓管通過保養保持防腐性能,降低腐蝕導致的更換頻率。化工行業中,維護半圓管夾套可提升耐腐蝕性,適應高溫高壓環境。清理半圓排水管內的沉積物可維持其排水能力,內壁光滑設計減少阻力,流速提升30-50%,防止隧道或建筑積水。化工設備中的半圓管通過維護確保流體均勻分布,避免局部過熱,提升熱交換效率。定期檢查可早期發現裂紋或磨損,避免突發故障。例如,防磨半圓管維護后壽命延長,降低生產停機成本。維護良好的半圓管夾套可減薄設計壁厚,節省材料并保持承壓能力,降低設備成本。防攀爬與防墜落學校等場所的半圓形防事雨水管通過維護保持表面光滑,防止攀爬,減少隱患。維護可確保排水管采用可回收材料,減少環境污染,如環向半圓排水管的低維護設計。維護半圓管在高溫、高濕或腐 蝕性環境中的性能,如鍍鋅帶半圓管在潮濕環境中防銹能力堅持非常久。定期檢查安裝狀態,確保半圓管貼合隧道或設備表面,適應圍巖變形等動態條件。
維護半圓管可綜合提升其結構強度、功能效率、經濟性及環境適應性,適用于隧道、化工、建筑等多領域。建議結合材料特性和使用場景制定維護計劃,以大化優勢。


封頭盤管作為化工、電力、石油等領域的關鍵部件,其選材直接關系到設備的性能、壽命。
酸、堿、鹽等腐蝕性介質需選擇耐蝕材料,如不銹鋼或鎳基合金,尤其適用于化工和海洋環境。氨腐蝕環境可選用抗氨腐蝕的合金。高溫環境需抗高溫材料,低溫環境需避免材料脆化。高壓容器需高屈服強度材料,封頭厚度需與筒體匹配,避免應力集中。碟形封頭需注意轉折區應力集中,避免周向裂紋。流體含顆粒時需考慮抗磨性。材料需易于焊接且焊縫質量穩定,避免氣孔、裂紋等缺陷。沖壓或施壓工藝要求材料塑性好。碳鋼成本低但需防腐涂層,不銹鋼綜合壽命長但初始投入高。選擇壽命長、維修少的材料。電力、核工業需符合特定標準,食品行業需食品不銹鋼。可回收材料更符合綠色制造趨勢。
封頭盤管選材需平衡介質特性、力學需求、工藝限制及成本,同時結合具體應用場景選擇好的材料方案。例如:碳鋼、強腐蝕、不銹鋼或鈦合金、鎳基合金或雙相鋼。實際選材時建議參考設計規范并進行模擬驗證,以確保可靠性。

半管的性能差異主要源于加工工藝的選擇和參數控制,具體表現在材料特性、成型方式、熱處理工藝及尺寸精度等方面。
冷軋或冷拔工藝通過常溫變形使晶粒細化,顯著提升半管的強度和表面光潔度,但會降低塑性。大口徑薄壁精密鋼管采用冷拔工藝時,壁厚公差可控制在+0.05mm,強度達450MPa以上,遠過傳統熱軋管。半擠壓結合了擠壓與其他技術,通過控制壓力和溫度優化管材的物理性能,但需注意材料流動性和模具設計對形狀的影響。較小的彎曲半徑會導致半管彎曲處應力集中,增加局部變形或裂紋風險,降低強度和壽命。而大彎曲半徑能分散應力,提高抗用性,尤其適合高壓場景。黑退半圓管可提升塑性和抗裂性,適用于高壓環境。而薄壁半圓管多采用低溫精密成型,避免材料過度硬化。碳鋼適合黑退工藝,不銹鋼更適合薄壁精密成型。無縫管通過控制碳含量和合金比例,實現高強度與耐腐蝕的平衡。半圓管截面為半圓形,應力分散性好,適合承壓場景。D形管結合圓形與平面結構,多用于需安裝固定的機械部件。
半管性能的差異本質是工藝鏈的綜合結果。先冷軋、冷拔+大彎曲半徑+黑退處理。選擇延展性材料+低速精密成型。熱軋適合大批量生產,冷加工適合高精度場景。實際選擇需結合具體工況和成本預算,通過工藝優化實現性能大化。


提升角鋼彎圓精度需從材料控制、設備選型、工藝優化及質量檢測四方面綜合著手。
根據彎曲半徑選擇合適厚度的角鋼,避免因厚度過大導致開裂或回彈過量。高碳鋼或合金鋼需預熱以降低屈服強度,提升塑性變形能力,減少冷彎裂紋風險。切割時采用激光或水刀技術,確保邊緣平整無毛刺,減少彎圓時的應力集中。先選用五輥液壓滾彎機,通過調整工作輥位置與旋轉速度,控制彎郵弧度,精度可達+0.5mm/m。電動機械傳動設備運行更平穩,效率較傳統機械提升20%,且維護成本低。模具需匹配角鋼規格,增加10%過彎量補償回彈,確保成型尺寸穩定。厚板需熱彎,溫度控制在60℃-800℃,避免低溫脆裂,薄板冷彎時需保持勻速。逐步加載彎曲力,避免瞬時壓力導致變形不均。使用高粘度潤滑劑減少輥輪摩擦,配合矯平機修正彎曲后的局部變形。采用紅外測溫儀監控加工溫度,激光測距儀動態檢測弧度偏差,及時調整參數。按檢測回彈量、圓度誤差,不合格品需二次矯形。
提升角鋼彎圓精度需構建材料-設備-工藝-檢測全鏈條控制效,核心在于選用五輥液壓滾彎機等精密設備,結合預熱過彎補償等工藝,并強化過程監控。對于高要求場景,建議選擇專業廠家提供定制化方案。